
发布时间:2016-07-28 来源:本站 浏览次数:0次

苹果汁加工高浓度有机废水的处理
青岛某饮料有限公司主要加工生产苹果汁,其废水主要来自冲洗、粉碎、榨汁等工序,水量约为 1000 m3/d,废水中含有大量的碎果屑、果胶,具有有机物浓度高,SS高,pH值低,水质变化大等特点。本着投资省,技术可靠,运行稳定的原则,确定采用以水解酸化十接触氧化为主体的生化处理工艺。该工程2001年建成,2002年调试运行成功。运行1年多来,出水水质稳定,管理简便,从根本上解决了生产废水对环境的污染。
1 原水水质、水且和处理后水质
1.1 原水水量
根据公司提供的资料,该工程设计水量为1000 m3/d 。
1.2 原水水质
该公司废水主要来自冲洗、粉碎、榨汁工序,污水可生化性较高。根据环保部门要求,处理后水质满足《污水综合排放标准》(GB8978-96)中的二级标准。原水水质和处理后水质见表1。
表1 原水水质及处理后水质
|
项目 |
ρ(CODCr)/(mg·L-1) |
ρ(BOD5)/(mg·L-1) |
ρ(SS)/(mg·L-1) |
pH值 |
|
原水水质 |
≤8000 |
≤4800 |
≤6000 |
4~8 |
|
出水水质 |
<150 |
<30 |
<150 |
6~9 |
2 废水处理工艺流程
2.1 工艺流程
本工程采用水解酸化+接触氧化为主体的生化处理工艺,流程如图1[1]:
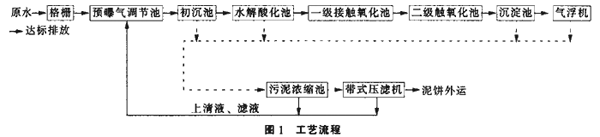
2.2 工艺流程说明
①格栅:污水中含有大量漂浮物和悬浮物,为减少后续处理单元的负荷,设计粗细两道格栅,保证后续处理构筑物正常运行。
②预曝气调节池:由于生产车间污水排放水质、水量变化大,因此需设调节池调节水质、水量。在池内投加 NaOH,调节 pH值。本工程采用预曝气调节池,可以防止细微的果屑发酵,对有机物也有一定的去除率。
③提升泵:预曝气调节池内水位较低,且变化较大,因此池内设污水提升泵,使污水流到后续的构筑物中进行处理,提升泵采用WQ潜污泵,l用1备。
④初沉池:采用平流式沉淀池,进一步沉淀微细果属及悬浮物,以保证后续处理构筑物的正常运行。
⑤水解酸化池[2]:利用兼氧菌将大分子有机物转化为易好氧生物降解的小分子有机物,降低CODcr浓度,减轻后续好氧处理负荷。池内设置弹性填料,分段加密悬挂。正常运行后,CODcr去除率45%,运行相当稳定。运行时采用间歇曝气,间隔时间8h,每次曝气时间 5~10 min。水解酸化出水在进接触氧化池前,利用自动投药泵投加NaOH溶液,调节pH值调至6~8。
⑥接触氧化池[3]:本工艺采用两级接触氧化,池内安装弹性填料,一级接触氧化池采用散流式曝气器,二级接触氧化池采用微孔曝气器。
⑦二沉池[4]:采用平流式沉淀池,沉淀分离接触氧化池出水中脱落的生物膜,减少后续气浮池加药量,降低运行成本。
2.3 主要构筑物及其工艺参数
主要构筑物及其工艺参数见表2。
表2 主要构筑物及其工艺参数
|
构筑物 |
型号规格 |
数量 |
设计及运行参数 |
|
格栅 |
粗格栅、细格栅 |
各1套 |
粗格栅:10 mm栅隙,细格栅:3 mm 栅隙 |
|
预临气调节池 |
钢砼18.0m × 7.5m ×4.0m |
1座 |
停留时间 10 h,气水比10:1 |
|
提升泵 |
WQ50-10—3 |
2台 |
Q= 50 m3/h,H= 10m,P=kW |
|
初沉池 |
钢砼 10.9m × 3.1 m ×4.0 m |
1座 |
停留时间2h,有效水深:3.5 m |
|
水解酸化池 |
钢砼 26m × 10.75 m ×5.0 m |
1座 |
停留时间40 h,有效水深:4.6m |
|
接触氧化池 |
钢砼 16m × 10.75m ×5 m,12.3m × 8.5m × 5m |
2座 |
设计负荷为 1.4 kg[BOD5]/(d·m3 填料), |
|
二沉池 |
钢砼 10.9 m × 3.l m ×4.0 m |
1座 |
停留时间2h,有效水深:3.5m |
|
气浮机 |
部分溶气气浮 |
1台 |
表面负荷 3.2 m3/(m2·h),回流比40% |
|
污泥浓缩池 |
钢砼 5m ×5 m ×4.0 m |
1座 |
浓缩时间 12 h |
3 调试运行及处理效果
3.1 调试运行
为缩短调试时间,从城市污水处理厂引进200m3 好氧活性污泥,其中100 m3 投入水解酸化池,其余投人接触氧化池。调试期间间歇进水,进水量逐步加大,从l/4到全部进水,每日排出池内上清液。调试期间,严格控制pH值以及营养盐,进入水解酸化池pH值控制在7~8左右,进入接触氧化池pH值控制在6~8,在初沉池中投加尿素和磷酸二铰,以弥补果汁在废水中氮和磷元素的不足,投加量按m(COD):m(N):m(P)=200 :5:1计算。由于工程的调试时间在夏季,因而相对于冬季调试时间大大缩短,接种 15 d后接触氧化池挂膜明显,l月后酸化池挂膜成功。又经过 20 d调试运行,污水处理系统进人正常运行状态,处理效果稳定。调试周期共 50 d。
调试运行经验:在调试前期,由于生物膜未生长完全,水解酸化及接触氧化池达不到相应的设计负荷,原水浓度又很高,生化填料很不容易挂膜。因此采用污泥回流,起到了稀释的作用,有利于挂膜。另外,在调试以及运行阶段,我们加强了格栅的清渣工作。果汁加工废水的特点是废水含有大量的碎果屑、果肉、果胶等物质,这些物质对于后续处理构筑物有非常不利的影响。针对这种情况,我们在生产车间废水出口处增加了一道格栅,并请厂家对生产工艺进行了改进,从而降低了原水的SS。
3.2 各构筑物处理效果
表3是根据长期观测的平均结果。
表3 各构筑物处理效果
|
单元 |
ρ(CODcr)/(mg·L-1) |
ρ(SS)/(mg·L-1) |
||||
|
进口 |
出口 |
去除率/% |
进口 |
出口 |
去除率/% |
|
|
格栅 |
8000 |
7600 |
5 |
5000 |
3900 |
30 |
|
曝气调节池 |
7600 |
7200 |
5 |
3900 |
3500 |
8 |
|
初沉池 |
7200 |
6900 |
3.8 |
3500 |
2000 |
30 |
|
水解酸化池 |
6900 |
3700 |
40 |
2000 |
460 |
31 |
|
一级接触氧化池 |
3700 |
860 |
36 |
460 |
530 |
|
|
二级接触氧化池 |
860 |
170 |
8.6 |
530 |
480 |
|
|
二沉池 |
170 |
150 |
0.25 |
480 |
230 |
5 |
|
气浮 |
150 |
115 |
0.44 |
230 |
85 |
2.9 |
3.3 最终处理效果
本设计采用水解一好氧生物处理工艺,克服了处理高浓度有机废水采用厌氧处理工艺时,要求设备密封严格、操作管理复杂等问题。其出水水质如表4,达到了规定的排放标准。通过系统1年多来的运行表明,该工艺产泥量少,泥饼不含有毒物质,可直接用做肥料。
表4 水质检测结果
|
项目 |
原水平均值 |
气浮池出水平均值 |
去除率/% |
|
ρ(CODcr)/(mg·L-1) |
8000 |
128 |
98.4 |
|
ρ(BOD5)/(mg·L-1) |
4800 |
28 |
99.4 |
|
ρ(SS)/(mg·L-1) |
5000 |
85 |
98.3 |
|
PH值 |
4-6 |
6-8 |
|
4 主要技术经济参数
主要技术经济参数见表5。
表5 主要技术经济参数
|
项目 |
数量 |
备注 |
|
占地/m2 |
1650 |
|
|
装机容量/kW |
84 |
常开为 68 kw |
|
总投资/万元 |
230 |
不含三通一平 |
|
运行电费/元 |
0.67 |
处理每m3废水的电费 |
|
人员工资/元 |
600 |
污水站4人月工资 |
5 结论
①针对苹果汁加工产生的高浓度有机废水,采用水解酸化+接触氧化处理工艺,不仅能有效的去除废水中的有机物、悬浮物,而且运行可靠,管理方便,处理效果好。
②水解酸化工艺能耗低,耐冲击负荷能力强,运行稳定。
③本工程实施后,保护了环境,解决了企业的后顾之忧,具有显著的社会效益和环境效益。
*注:以上内容均来自网络转载,如有版权问题,请及时联系我们!
